Impact of Lighting Conditions on Machine Vision Performance: How to Perfect Your 3D Scanning
Distorted meshes, blurred details, and inconsistencies plague your scans. The culprit? More often than not, it’s the impact of lighting conditions on machine vision.
Even the most advanced 3D vision systems are usually sensitive to lighting conditions. Uncontrolled light, whether too bright, too dim, or unevenly distributed, can hinder the scanner’s ability to capture clean, accurate images of the subject. In this article, we’ll cover how lighting conditions impact machine vision performance and how to optimize your lighting setup for optimal scanning results.
Lighting Plays a Key Role Across Machine Vision Applications
The importance of lighting in machine vision applications is paramount, as it directly impacts the effectiveness of imaging and analysis. Proper illumination is essential for achieving clear and accurate images, which in turn allows for the precise detection of defects or anomalies. When lighting techniques are applied thoughtfully, they can significantly enhance contrast, making it easier to distinguish between different objects and features within an image.
Moreover, adequate lighting plays a vital role in reducing noise, thereby improving the signal-to-noise ratio. This leads to more reliable and consistent results, which are crucial in industrial settings. Lighting solutions can also be utilized to control the depth of field, ensuring that specific areas remain in focus while others are blurred, enhancing overall image clarity.

With a variety of lighting options available, machine vision applications can be tailored to meet specific needs, offering versatility and adaptability. Ultimately, selecting the right lighting solution is critical for achieving accurate and reliable results.
- Crisp and Clear Vision: Think of proper lighting as giving your machine vision system a pair of perfectly prescribed glasses. It’s about capturing images with incredible clarity and accuracy, allowing for precise analysis and the reliable detection of even the subtlest flaws.
- See in Details: Contrast is the key to making those critical features pop. By strategically controlling the light, you can enhance contrast and make it effortless for the system to distinguish between objects and features. It’s like highlighting the important parts of the image in bold.
- Silence the Noise: In the world of machine vision, noise is like static on a radio station, obscuring the signal. Adequate lighting acts as a noise filter, minimizing interference and boosting the signal-to-noise ratio. This ensures consistent, reliable performance, free from distracting visual clutter.
- Focus Where It Matters: Just as a photographer directs our attention with selective focus, you can use lighting to control the depth of field in machine vision. This ensures the critical areas are sharply in focus, while less important elements fade into the background, keeping the system’s “eye” on the prize.
- A Light for Every Task: Machine vision applications are incredibly diverse, and thankfully, so are the lighting solutions. With a wide array of options available, you can tailor the illumination to your specific needs, ensuring your system is always equipped with the perfect light for the job.
The Most Common Machine Vision Lighting Types
Unlike in 3D vision systems using active lighting, such as active stereo or structured light, 2D cameras are much more susceptible to poor lighting conditions. Active lighting means that the 3D camera illuminates the scene with its own lighting source, just like PhoXi 3D Scanner or MotionCam-3D.
If you, however, resort to scanning with 2D vision systems, ensuring perfect lighting conditions with external sources of illumination is crucial.
Especially in manufacturing and logistics, adjusting lighting is pivotal, as it directly influences the accuracy and efficiency of automated inspections. Different types of lighting are used depending on the specific inspection needs, surface characteristics, and imaging requirements. Below is an elaboration on the types of machine vision lighting, their typical applications, and benefits:

1. Backlighting
Backlighting is a powerful machine vision technique where the light is placed behind the object, creating a silhouette. Though not always the first choice, it’s crucial for effective inspections. This method is especially useful for inspecting transparent or semi-transparent objects, as it reveals defects that might be hidden with front lighting.
- Application: Commonly used for presence/absence detection and edge detection. It works well when an object needs to be distinguished from its background.
- Benefits: Backlighting creates a high-contrast silhouette effect, which helps in easily spotting holes, gaps, or missing components in an object. This lighting makes the object appear as a shadow, ideal for tasks requiring precise outline or dimensional measurements.
2. Ring Lighting
Ring illumination places a circular light around the camera lens in machine vision systems. It’s ideal for inspecting cylindrical objects, highlighting surface details, and reducing shadows.
- Application: Frequently employed in general inspections, especially for small parts. It is also useful for circular or symmetrical objects that require even lighting.
- Benefits: Ring lighting surrounds the camera lens and provides uniform illumination, reducing shadows and glare. This uniformity is critical for detailed inspections where lighting inconsistencies could result in errors, such as checking for scratches or defects on small components.
3. Coaxial Lighting
Coaxial lighting directs light along the same path as the camera lens in machine vision. It’s perfect for inspecting reflective surfaces, as it reduces glare and captures clear images of shiny objects.
- Application: Ideal for inspecting shiny or reflective surfaces, such as metal or polished objects.
- Benefits: Coaxial lighting directs light along the same axis as the camera, effectively minimizing glare from reflective surfaces. This allows for clear imaging of specular reflections, which would otherwise obscure surface details like cracks or defects.
4. Diffuse Lighting
Diffuse lighting in machine vision provides soft, even illumination by scattering light across the object. This method is ideal for inspecting shiny or curved surfaces, as it minimizes glare and shadows, making it easier to detect surface features and imperfections. It ensures uniform lighting, which is critical for accurate inspections.
- Application: Used for inspecting curved or shiny surfaces where glare is a problem.
- Benefits: Diffuse lighting reduces shadows and spreads light evenly across the surface, providing consistent illumination. This improves the visibility of fine surface features, making it useful for identifying imperfections on glossy materials or for reading codes printed on shiny surfaces.
5. Dome Lighting
Dome lighting in machine vision offers uniform illumination from all angles by surrounding the object with light. This technique is especially effective for inspecting shiny or uneven surfaces, as it eliminates shadows and reflections. Dome lighting ensures consistent lighting across the entire object, enhancing the visibility of surface details and improving image clarity.
- Application: Effective for inspecting shiny or bumpy surfaces like metal parts or textured materials.
- Benefits: Dome lighting offers uniform illumination from multiple angles, which eliminates shadows and highlights the details of uneven or reflective surfaces. This lighting enhances image clarity by ensuring that all parts of the object are equally lit, making it easier to detect subtle surface variations.
6. Dark Field Lighting
Dark field lighting in machine vision shines light at a low angle across the object’s surface, making only raised imperfections like scratches, imprints, or cracks reflect light back to the camera. The rest of the object remains dark, allowing defects to stand out clearly. This technique is particularly useful for detecting subtle surface flaws that are difficult to see with standard lighting.
- Application: Useful for highlighting surface defects such as scratches, imprints, or other surface-level imperfections.
- Benefits: Dark field lighting illuminates the object from a low angle, causing surface imperfections to reflect light back to the camera while the rest of the surface remains dark. This technique is highly effective in detecting small defects on otherwise smooth surfaces, such as glass or polished metal.
7. Bar Lighting
Bar lighting in machine vision uses a linear light source to provide targeted illumination across a specific area or along the edges of an object. This type of lighting enhances contrast on matte surfaces and highlights surface features, textures, or defects. It’s often combined with other lighting techniques to focus light precisely where it’s needed, making it ideal for inspecting long or narrow objects and detecting subtle details.
- Application: Enhances contrast on matte surfaces and is particularly useful for highlighting specific surface features, edges, or textures.
- Benefits: Bar lighting can be used in combination with other lighting setups to provide targeted illumination along specific areas, such as edges or localized defects. This controlled lighting is essential for applications where precise, directional lighting is needed to bring out subtle contrasts.
8. Area Lighting
Area lighting in machine vision provides broad, uniform illumination over a large surface area. It is commonly used for general inspections where consistent lighting across the entire object is needed. This technique is ideal for inspecting large objects or surfaces in automated systems, ensuring that all areas are well-lit and visible, which helps in detecting defects or inconsistencies.
- Application: Provides broad, even illumination for general inspections over large areas.
- Benefits: Area lighting ensures uniform lighting across larger surfaces, which is crucial for accurate imaging in automated systems. It helps in applications where wide coverage is needed, such as inspecting large objects or entire assembly lines for defects.
9. Direct Illumination
Direct illumination is a fundamental technique in machine vision where the light source is positioned directly above or beside the object being inspected. This approach is highly versatile and plays a significant role in enhancing visibility for various applications, including surface inspection and feature identification.
- Application: Direct illumination is particularly effective for surface inspection tasks, as it helps detect defects, scratches, or irregularities on flat surfaces. It’s also used for precise dimensional measurements and identifying specific features or patterns on objects, making it essential in industrial quality control processes.
- Benefits: By casting focused light directly onto the object, direct illumination enhances the visibility of surface details and features. This controlled lighting condition ensures accurate data acquisition, which is vital for quality assessments. The technique’s ability to provide clear and well-defined illumination allows for reliable measurements, making it an indispensable tool in metrology and various industrial applications.
Factors Influencing Lighting Setup
When designing a machine vision system, the lighting setup plays a critical role in achieving accurate and reliable imaging results. Several factors influence the selection of the appropriate lighting technique, including surface characteristics, camera specifications, and environmental conditions. Understanding these factors is essential for optimizing the system’s performance.
Surface Characteristics
The texture and material of the object being inspected dictate the type of lighting required to capture clear, high-contrast images.
Matte Surfaces
Matte surfaces tend to diffuse light, scattering it evenly in multiple directions. For these surfaces, lighting techniques like bar lighting or area lighting are often effective. These methods provide broad, uniform illumination, helping to highlight surface features without excessive reflections.
Reflective Surfaces
Shiny or reflective surfaces pose unique challenges, as they can create glare and bright spots that obscure surface details. To manage this, lighting methods like coaxial or dome lighting are used to minimize reflections and ensure even illumination. Diffuse lighting is another option for reflective or curved surfaces, as it softens the light, reducing glare and enhancing the visibility of subtle features.
Different textures can also benefit from dark field lighting, which highlights imperfections like scratches or cracks on smooth surfaces by reflecting light at a low angle, making these flaws stand out.
Camera Specifications
Camera settings and specifications also have a direct impact on lighting decisions.
Sensor Sensitivity
Cameras with higher sensitivity can capture clear images even in lower light conditions, which may reduce the need for intense lighting setups. Conversely, less sensitive sensors may require brighter or more specialized lighting to achieve the desired image quality.
Spectral Range
Some machine vision cameras are sensitive to different light wavelengths, including infrared or ultraviolet. In such cases, the lighting setup must match the camera’s spectral range. For instance, infrared lighting may be useful when working with transparent or semi-transparent materials, while ultraviolet light can be effective for detecting specific types of surface contamination or defects invisible in the visible spectrum.
Resolution and Shutter Speed
High-resolution cameras may require stronger or more focused lighting to capture finer details, especially when inspecting small parts. Similarly, if a system uses high shutter speeds to capture fast-moving objects, the lighting needs to be intense enough to prevent motion blur and ensure sharp imaging.
Environmental Considerations
The surrounding environment can greatly influence machine vision lighting effectiveness, especially in uncontrolled conditions.
Ambient Light
External light sources, such as sunlight or overhead factory lighting, can interfere with the machine vision system by creating unev\en illumination, glare, or reflections. To mitigate these effects, systems often use shielding or enclosures to block out ambient light. Additionally, selecting a lighting setup that provides stronger and more focused illumination, like ring lighting or backlighting, can help overcome interference from environmental light.
Temperature and Humidity
Environmental factors such as temperature and humidity can also affect lighting systems. High temperatures can reduce the lifespan of certain light sources, while humidity might cause lenses or lights to fog up. Ensuring that the lighting components are well-protected and climate-controlled can help maintain consistent performance.
Dust and Particulates
In industrial environments where dust or particles are present, lighting can be distorted or scattered, reducing image clarity. Using enclosed lighting or regular maintenance of the light sources can mitigate these effects and maintain the integrity of the inspection process.
Ambient Light and 3D Scanning
Unlike in 2D, most 3D cameras, particularly those using structured light technology, don’t require an external light source beyond their built-in projector to capture 3D data. These cameras rely on the projected light patterns to illuminate the scene and generate point clouds.
Ambient light from other sources can interfere with the projected light, introducing noise into the 3D data. This noise can negatively impact the quality of the point cloud. The signal-to-oise ratio (SNR) is a key factor in determining point cloud quality. A higher SNR, achieved by minimizing ambient light, leads to a cleaner and more accurate point cloud.
Therefore, reducing or controlling external light sources when using these types of 3D cameras can significantly improve the accuracy and reliability of the captured 3D data.
This can be useful in controlled environments, such as indoor factories or warehouses. How about scanning in daylight? Most 3D cameras were rendered useless when exposed to a high signal-to-noise ratio. Until Ambient Light Suppression technology emerged.
Ambient Light Suppression
Ambient Light Suppression (ALS) is an award-winning feature found in our PhoXi 3D Scanners that helps improve scanning quality by reducing the negative effects of surrounding light. In real-world environments, light from windows or sunlight can interfere with scanning, making it harder to capture accurate 3D images. Ambient Light Suppression works by adjusting how the scanner takes pictures to minimize ambient light effects, allowing it to handle both dark and bright areas at the same time. This is especially important for high-quality scans in unpredictable lighting conditions.

What Does Ambient Light Suppression Look Like?
This breakthrough technology enables clear scanning even on sunny days, with light intensity up to 100,000 lux. With ambient light suppression, our scanners effortlessly capture the darkest and brightest areas in a single scan without increasing the projector light intensity.
Here’s what it looks like.
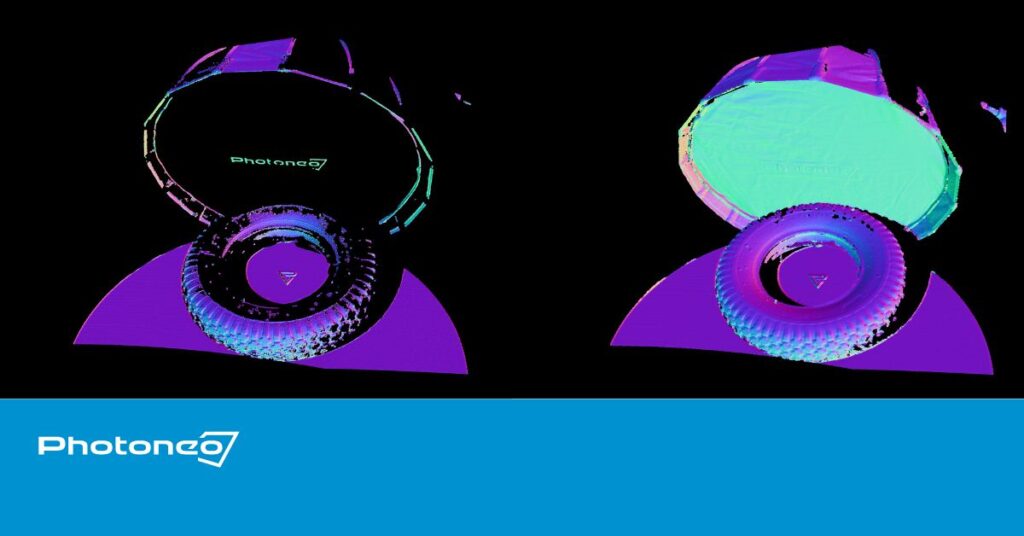
ALS Off (scanning time 1,2s):
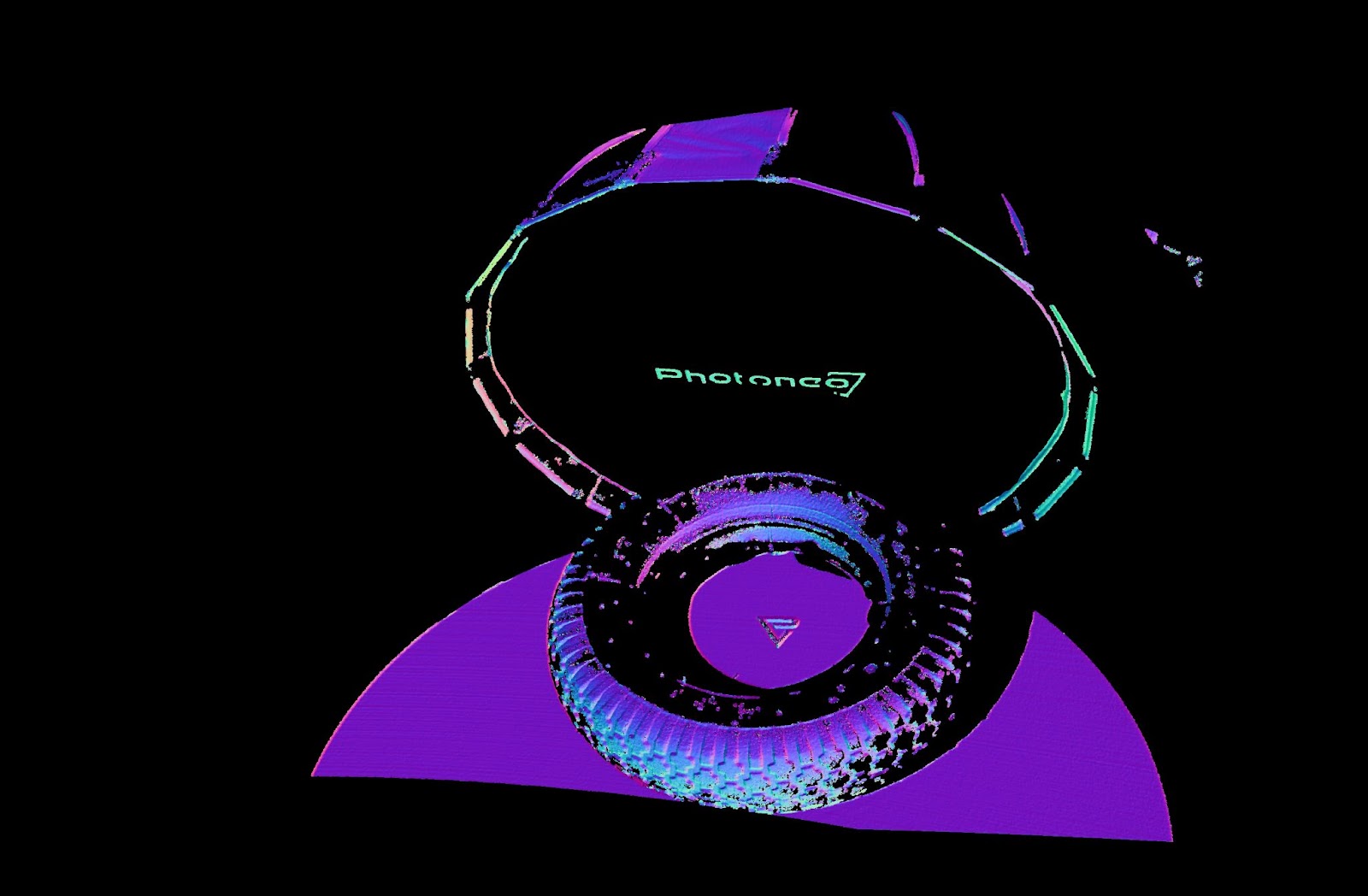
ALS On:

How about car scans in direct sunlight? Here’s the ALS-off scan (scanning time 1,2s):

Here’s the same scan with ALS turned on (scanning time 15s):

Finally, ALS mastered also the bin full of irregularly shaped parts on the rooftop in the noon (scanning time 3s):

How Ambient Light Suppression Works
Ambient Light Suppression modifies the scanning process by taking multiple quick snapshots of the object within a short time frame. This helps reduce unwanted interference from ambient light, like sunlight or indoor lighting. The scanner uses a special setting called the “shutter multiplier,” which controls how much ambient light is suppressed. A higher shutter multiplier value provides stronger suppression, making the scanner more effective in challenging lighting environments.

Generations of Ambient Light Suppression
Ambient Light Suppression has evolved over three generations to improve performance:
- First Generation: Used short exposures and two projection sweeps with a fixed shutter multiplier of 2. This provided good results but had limitations when the lighting conditions were extreme.
- Second Generation: Introduced a “bulb mode” where the real exposure time was adjustable based on the sweep time and the shutter multiplier.
- Third Generation: Fixed the issues from the second generation and allowed the shutter multiplier to go up to 50. This significantly improved the scanner’s ability to handle high-intensity lighting, such as direct sunlight. With this generation, the scanner can now work effectively even in outdoor environments with up to 100,000 lux (bright sunny conditions).
READ ALSO: Ambient Light Suppression Gen3: Pushing the boundaries beyond the possible
NOTE: Ambient light suppression is a groundbreaking technology that guarantees precise, dependable, and consistent performance of 3D scanning systems. Even in challenging lighting environments, ALS eliminates the need for expensive modifications to the scanning setup. Our 3rd generation has been included in all PhoXi 3D Scanners shipped since June 1, 2023, and can be added to recently acquired scanners by updating to Firmware 1.10 or newer.
Conclusion
Understanding how different lighting setups, camera specifications, and environmental factors interact will help you overcome challenges like glare, shadows, and ambient light interference. By mastering these elements, you can unlock the full potential of your 3D scanning system, ensuring reliable and consistent results.
Ready to set out on the journey toward accurate and high-quality results in 3D scanning and machine vision applications. Whether you’re dealing with matte or reflective surfaces, precise lighting techniques such as backlighting, ring lighting, or ambient light suppression (ALS) can dramatically improve performance.
Ready to learn more about the powers of vision-guided robots? Explore Photoneo’s Complete Product Portfolio, Patented Technologies, and Proven Case Studies – All in One Download
.png)